近年来,随着新能源汽车行业的快速发展,扁线电机技术已经成为行业变革的核心驱动力。主机厂、电机制造商及设备供应商纷纷聚焦于提升电机性能,尤其是低功率高密度电机的技术突破。作为定转子代工领域的专业公司,势拓御能(以下简称“御能”)在这一背景下,致力于开发更高功率密度的电机定转子工艺技术、设备方案及量产化产线。
在众多技术路径中,短焊技术(包括X-Pin和Mini-Pin)以及波绕扁线定子技术成为御能的重点研究方向。其中,Mini-Pin技术因其在量产化方面的显著优势,已率先实现规模化应用,而X-Pin技术虽具备量产潜力,但仍需进一步验证其长期稳定性和可靠性。

图1:Mini-Pin定子实物图
01.
Mini-Pin定子技术:从改良到突破
◎ 技术背景与创新点
Mini-Pin定子技术是Hair-Pin技术的改良版本,旨在通过优化端部绕组设计和焊接工艺,进一步减少端部绕组高度,提升电机的空间利用率和性能表现。与传统Hair-Pin相比,Mini-Pin技术在保持铁芯叠厚、槽内铜线规格及长度不变的前提下,显著降低了端部高度。以量产项目为例,两侧端部高度最多可降低约17.4mm(定子外径约210mm),同比降幅达40%。

图2:改善对比模拟图
◎ 机械与绝缘性能优化
Mini-Pin技术在机械性能和绝缘性能上均达到与Hair-Pin一致的行业标准。通过严格的拉拔力测试(平均拉拔力1,427.7N)和振动冲击测试,Mini-Pin定子展现出优异的机械稳定性。同时,绝缘性能在极限端部高度条件下仍保持优异表现,高压与低压产品的方案设计均满足行业要求。
◎ 验证数据与技术细节
■ 尺寸数据:御能量产项目的铜线规格为3.5×1.5mm,Mini-Pin测试的截面积、熔深、孔隙率数据如下:

表1:尺寸数据表
■ 机械性能:御能Mini-Pin定子焊接的平均拉拔力1,427.7N(钢丝测试法),其中最后两个数据为劈拉测试法数据,均为552.5N。

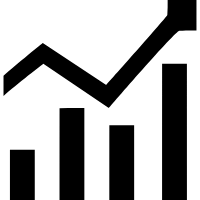
图3:拉拔力数据图
■ 振动测试及复检电性能:御能Mini-Pin定子的振动测试冲击曲线与复检结果,绝缘电阻、匝间波形及耐压测试均符合行业标准,确保电机的安全性和可靠性。

表2:冲击曲线表

表3:定子部分复检结果表
◎ 焊接技术与外观优化
焊点形式有两种(如下图),御能采用平铺式焊点外观(半火柴头形式,下图形状2),这种焊点状态在强度、涂覆包裹性能等方面表现优异,为量产化提供了可靠保障。

图4:焊接单点外观图示
02.
量产化方案:柔性化与可靠性并重
◎ 量产产线方案
Mini-Pin定子的量产化方案基于御能已投资的扁线定子产线,通过柔性化和合理化设计,确保与现有工艺的兼容性。在端部直线段高度降低情况下,御能产线优化了扭头、切平、焊接工装和焊接工艺,加强了相关工序工艺稳定性和生产一致性验证,以满足长期稳定量产的需求。
◎ 工装模具方案
现在市面上主流的短焊技术,分为激光焊接和TIG焊接工艺。目前御能Mini-Pin技术优先采用激光焊接工艺,利用激光芯径更小(内环14μm,外环100μm)且能量密度更高的“深熔焊接”工艺,实现更短的热传导,不损伤漆皮并确保焊点质量。该焊接工艺对工装夹紧有较高要求。针对铜线间隙、高度差和错位等关键问题,御能技术团队协同厦钨内部金属材料方面的优势,制定多套验证方案验证,并开发了可以用于量产的工装方案。
03.
未来展望:持续创新,赋能行业
作为新能源汽车电机领域的专业公司,御能将持续加大投入,进一步优化Mini-Pin技术,并探索波绕扁线定子等新型方案的量产化路径。通过技术创新与工艺优化,御能致力于为客户提供更高效、更可靠的电机解决方案,助力行业迈向更高水平。






 沪公网安备31010702008139
沪公网安备31010702008139