【赵慧超:一汽电驱动研究所所长】各位同仁,大家上午好!曾总的话说得很快,信息量很大,但是确实指出了新能源行业面临的困境,尤其是零部件制造的困境,现在有260家电驱动的企业,怎么对应100万辆的市场,怎么生存?其实这也是我们一直的思考,我们也认为现在虽然新能源产业如火如荼,但是实际上是一个冬天,需要在这个阶段大家沉下心认真做,找到自己的竞争力,通过几年艰苦奋斗才能迎来我们未来的曙光。
今天我讲的题目是“新能源电驱动系统发展趋势及关键技术”,主要的目的是想跟大家分享一下一汽在新能源电驱动系统方面的一些思考和做法,以及将来如何去应对未来市场竞争。
四个部分:
一、产品需求。正向设计的产品需求,电驱动目前看不是绝对的标准品,是一个汽车产品,有非常特殊的特性。
二、发展趋势。
三、关键技术,这里要着重讲一下。尤其是为了和大会主题相匹配,在关键材料方面有一些详细的内容。
最后,想法总结。
首先,新能源电驱动系统做开发一定要秉承正向设计,自上而下地进行需求分解。一汽把电驱动系统分为多种不同的属性支撑整车商品性达成,包括用户感知属性和产品的基本属性,各属性都做了技术详细分解和指标设定。
第二,针对不同的车型、不同的应用场景、不同的对象对电驱动系统开发的要求是不一样的。同时,在开发的优先级方面,包括技术方式选择方面也是不一样的。比如说高性能车追求的是高性能、高舒适性。我们在做技术方案选择时会选择大功率、大电流的模块,同时牺牲一部分成本去满足这种NVH特性。再比如说网约车主要要求低电耗,需要牺牲一些材料成本实现高的电耗水平,增加可靠性。把一些关键的技术做细、做透才能同时满足汽车产品的可靠性、成本、性价比等多种要求。
二、整体发展趋势,新能源汽车系统包括PHEV,话题太大,本次报告把纯电动作为主要的研究对象。目前新能源电驱动系统技术发展非常迅速,这种迅速来源于市场的刺激,来源于新的整车需求,来源于各个基本零部件的技术进步。其中新能源驱动系统的主要技术驱动力是功率电子技术,其次是新型的材料和生产工艺,现在甚至可以称得上是一个革新的时代。
另外,从整个需求来讲,汽车产品要求低成本、轻量化,容易布置。这样的话,推动了电驱动系统向高速、集成、大功率,方向发展。适度的高压化也是迎合高功率来的。所以集成化、高速化、高压化是发展趋势。
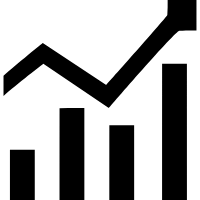
电机本体方面,材料工艺水平在迅速提升,大家可以看到这个曲线,基本上比功率3到5年就提升一倍。一汽对比功率的定义是千瓦每公斤,重量指是有效部分。电机技术创新与工艺材料发展密切相关,例如硅钢在不断变薄,耐电晕导线,绕阻工艺等。逆变器这块主要是功率电子的技术升级与性能提升,有封装技术、芯片技术、电容技术,大概五年左右体积降低一倍,性能提升一倍,成本降低30%以上。
关键技术上,电驱动系统是一个非常多学科融合的一个系统,是非常复杂的。它涉及到机械、功率电子、微电子、材料研究等。我们归结为六大技术:系统集成、功率电子、电机控制、性能设计、材料工艺、试验验证。做电驱动系统开发时一定要掌握这些技术,同时还要做好均衡性的设计,技术、成本、资源、工艺都需要可控。
系统集成技术涉及面比较广,这里举几个简单的例子:
第一,电驱动系统是车用的系统,不见得是标准化的。它需要根据专用的车型底盘平台去定制的一种紧凑、轻量化的产品。
第二,为了保障电驱动系统实现小尺寸、轻量化,整个行业上都在做三合一。如何能把电机、逆变器、减速器紧密的合在一起?我们的观点是不一定做成一个壳体共用。因为电机、逆变器、减速器是三个不同的专业,如果都做成一体,很容易出现短板,影响产品的竞争力。
第三,从应用的角度是重点。如何发挥短时过载的能力,设计指标中很多规定的是30秒,实际应用中常用的是0.5秒,3秒,5秒。
第四,根据实际的工况做设计。
电驱动性能包含不同的方面,有NVH性能、安全性能、电磁性能。电磁性能现在比较流行高磁阻设计,实现大扭矩、高转速和反电势均衡,也会带来谐波的恶化,还有一些热的问题,也需要同步解决的。
热性能,一般从一维做到二维、三维,还有一些根据工况循环进行瞬态的仿真,安全性方面有退磁、疲劳等。
功率电子方面,分三个部分:芯片技术、封装技术、集成应用技术。如果想把功率电子做好做透,这几个都要深入研究。
芯片方面是国内比较薄弱的,在损耗和单位面积的输出电能能力方面和国际有比较大的差距。封装现在国内有不少封装厂,但是走的路线基本上是逆向封装,正向设计的原创封装能力是有欠缺的。集成应用技术是电机厂和整车厂比较关注的,每个公司都有自己公司的特殊技术和know-how。
从芯片角度,整体的趋势是小型化、高功率密度和低损耗。现在一汽的应用是集成保护传感器,逆导芯片。模块发展方向会向耐高温、耐高压、高频方向发展。封装技术可实现功率模块小型化,高功率密度,但要求散热能力要好。所以,从封装的拓扑结构、封装的材料选择,散热器的技术进步,以及导线互联等封装技术都需要不断的进步。现在国际上芯片和封装技术都在飞速发展,功率电子的技术革新比前些年的发展速度快的多。
应用方面,如何发展功率电子器件的潜力,通过一些驱动设计、控制方面的设计优化它的性能,同时也要保障功率电子应用的可靠性以及耐久性。
关键控制技术,控制技术一般是整车厂重点掌握的,尤其是应用软件方面。在不同的整车上有不同的特殊要求,也有一些特殊的安全需求,需要开发不同的策略、设计不同的安全机制,这是一个很复杂、很大的工程。
试验技术,国内企业,尤其是大部分电机企业在试验技术方面是有欠缺的。电驱动系统的试验开发是覆盖面很广的,需要很细化,能够挖掘出产品的特性,能够对原来设计值能有体现的。我们一汽的试验开发是遵循全流程的,从零部件到子系统到整车系统。
试验开发简单列了一下,有性能和功能试验,有可靠、耐久和专项试验。可靠性试验是重点,我们有自己的一系列的试验标准,还有拆解评价标准。
最后一个关键技术,是材料工艺技术。以前没有把印刷电路板放到汽车厂重点研究的内容里,现在看电子化程度越来越深。另外,汽车电驱动系统中印刷电路板占的成本非常高,现在也开始进行重点的研究。
软磁材料,硅钢片向着更高磁通、更低损耗方向发展,厚度降低有利于降损耗。然而变薄以后的冲压工艺难度和单位重量的成本会相应增加。一汽跟一些专业的钢厂联合开发了一系列的高性能材料。原来行业上有种提法是高性能材料将来会向非晶材料发展。最近跟非晶行业的专家交流非晶材料的特性和发展趋势,发现硅钢的技术进步速度超过了非晶,可能在较长时间内还是硅钢占优势。
铁芯成型技术有很多,现在PPT里看到的已经有了。整个发展方向是不断满足材料成本的降低。
硅钢片减薄后冲压难度大幅度提升,对尺寸精度要求也不断提高,冲压技术不断迎来挑战。实际上我们已经看到了国内的铁芯冲压厂和国际上的铁芯冲压厂的巨大差距。
磁钢方面一个是要求高性能、一个是低成本。高性能磁钢应用之后实现高速化、小气隙、更高效利用磁钢的能力、重量降低。低成本,主要靠工艺进步,用晶界扩散等工艺。
导线:漆膜技术不断飞速发展,国内基本上停留在单层漆膜,漆膜加厚状态,国外有多层漆膜,还有缠绕漆膜,选用的材料是高耐击穿材料,以及高耐电晕材料。另外,方型导线,国内主驱电机的方导线产品化应用比较少,原因是产量上不去。方导线工艺有一些难度,全自动生产不容易。但是从产品角度方导线有它自身的优势,可以提高传热率降低损耗,也可以实现小型化。
绕组成型,国内大部分是手工绕线,有一部分是自动下线、分布绕组。日本有精密绕线预成型后的自动下线。矩形导体的绕组是现在主流的研究方向,在绕组原理和绕线形式设计方面要特别注意与工艺的结合。以及端部尺寸的紧凑化,减少铜用量。
举一下一汽自己做三合一电驱系统的例子,有已经投产的140KW的,还有正在开发160KW和245KW的,功率密度都达到了4 KW/kg以上。做一个满足要求的电驱动系统是需要前面所有技术的综合,现在国内有200多家电机企业,真正的好好去把各个技术吃透,集中精力寻求产品性价比,沉得住气做研究的不是很多,提出这样的指标是希望给电机行业的同仁们一些参考,也希望大家转变一下思路,不能依靠打市场去推自己的产品,而是要靠自己钻研和付出实现不断的技术进步。
最后,总结一下:
第一,集成化、高速化、高压化是新能源车电驱动系统发展的主趋势。
第二,电驱动开发要遵循正向设计,尽可能降低材料成本,实现产品的高性价比。
第三,每个厂家,尤其是整车厂会有自己的产品定位,会去要求总成有差异化能力以支持整车的商品力。
竞争时代已经到来,国外的电驱动厂家都已开始进入中国市场,国内电驱动整个产业链都需要做好准备,不仅是做电机的,包括做材料、生产设备的,都要一起去准备好迎接挑战。
我的宣讲到此结束,谢谢大家!











 沪公网安备31010702008139
沪公网安备31010702008139