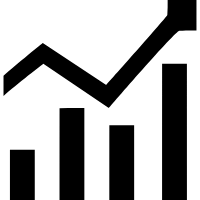
非晶材料是通过急速冷却工艺制备的亚稳态金属材料,因其独特的无序原子排列结构,展现出较硅钢高出3个数量级的电阻率(1.3μΩ·m vs 0.45μΩ·m)和低至0.2W/kg的铁损值,使得在20kHz高频工况下涡流损耗可降低80%以上。

晶体排列(左)非晶体排列(右)
以新能源汽车驱动电机为例,采用非晶合金铁芯可使峰值功率密度突破10kW/kg,配合其高达1.8T的饱和磁通密度,可破解高转速(20000rpm+)工况下的磁饱和难题。这种兼具节能效益与功率密度双重突破的材料,正在重塑新能源汽车电机产业的技术格局。
目前只有广汽埃安实现了全球唯一量产的非晶铁芯,并且能够进行非晶电机叠压制作和规模化生产。简单回顾一下埃安的这款夸克电驱2.0非晶定子电机,其是采用8层超导扁铜线、电机峰值功率300kW、最高效率98.5%、铁损降低50%、电机功率密度13kW/kg,转子采用1mm碳纤维护套最高转速30000rpm。

这款夸克电驱2.0非晶-碳纤维电驱目前已实现小批量装车,率先搭载在广汽昊铂HL量产上市。搭载这款夸克非晶电驱整车可实现CLTC工况效率93%,整车能耗降低4%,在电池容量不变的前提下,可提升续航里程30-50km。
高磁导率、低铁损和宽频带这些特性是应用其做定子的关键,本期内容主要是看看埃安的这款非晶定子到底是怎么制作的以及一些关键的工艺参数,最后对比不同退火温度以及硅钢片定子之间到底有多大差异,包括效率差异多少、铁损差异多少以及噪音差异有多少。
01.
非晶定子核心制造工艺:薄带、低温退火、精密叠压
广汽埃安的非晶电机定子制备方法是基于非晶软磁合金带材的特性,旨在制备出具有高功率和高效率的电机定子。其非晶软磁合金的分子式为:FeaSibBcCudCoeMf,其中,M选自Zr、Hf和Nb中的至少一者,70≤a≤85,0.65≤b≤8.5,0.5≤c≤6,0.7≤d≤2.5,0.25≤e≤5,2.5≤f≤8,且满足a+b+c+d+e+f=100。
特定分子式的非晶软磁合金具有饱和磁感强度高、磁损低以及塑性好的特点,使得电机具有较高的功率和效率,进而使得电动汽车具有更长的续航。

◎首先提供厚度为0.02~0.03mm的非晶软磁合金带材,并在不高于370℃(优选180~320℃)的温度下进行退火处理60~200秒,以提升带材的韧性和强度,改善其加工性能,这样可以减少后续加工中掉渣或破碎的风险,并降低铁损,从而获得冲片前驱体。
◎随后,将多个冲片前驱体通过第一次叠片复合处理,(例如采用胶水粘接方式,胶水可选自环氧树脂和丙烯酸树脂中的至少一种,为加热固化型且固化时长≤120s,熔点≥150℃,粘接强度≥2MPa)连接成厚度为0.2~0.3mm的冲片整体。
◎接着,使用冲裁模具,材质可包括钨钢,表面可施加厚度为1~7μm的TiCN耐磨涂层以增强其耐磨性和寿命,在250~300MPa的压力下对冲片进行冲裁,得到电机定子前驱体,该特定模具材质和压力范围有助于减少毛刺产生。
◎最后,将多个电机定子前驱体通过第二次叠片复合处理连接成最终的电机定子整体。
工艺流程主线:提供带材—退火—第一次叠片—冲裁—第二次叠片—得定子

此方法是利用非晶软磁合金薄片高饱和磁感、低磁损、塑性好的特性制备定子,使电机具备高功率和转速。特定厚度带材在≤370℃退火后兼具优异韧性、强度和加工性,可有效避免后续加工掉渣破碎,从而提升定子功率和效率。
区别于常规高于结晶温度的变压器用退火工艺(导致材料变脆难加工),广汽埃安采用低于结晶温度的退火。研究发现退火温度与铁损(影响电机功率效率)密切相关,故优化参数。
退火温度180~320℃,时间60~200s,此条件下材料加工性更佳,不易掉渣破损。且铁损更小,进一步优化了定子性能。

非晶带材屈服强度高于硅钢,采用钨钢模具及特定压力范围既利于冲片成型,又可减少毛刺(降低铁损),并延长模具寿命(TiCN涂层增强耐磨性)。

第一次叠片采用胶粘,便于工业化;冲片厚度适配现有工艺。胶水可选环氧树脂或丙烯酸树脂,宜为加热固化型(固化时间≤120s),利于高效生产;其熔点≥150℃且粘接强度≥2MPa,确保电机高速运行产热时结构稳定。第二次叠片方式不限。
02.
对比常规硅钢片定子有多大提升
广汽埃安给出的具体实施例,其非晶软磁合金单片厚度为0.02mm的带材,其中,非晶软磁合金的分子式为Fe80Si6B4Cu1.5Co3.5Zr5,在240℃下对带材进行保温退火120s,得到冲片前驱体;
采用真空浸胶的方式将10片冲片前驱体进行叠片处理,其中,胶水的材质为环氧树脂、固化时间为100s、熔点为200℃、粘接强度为5MPa,得到厚度为0.2mm的冲片;
采用钨钢材质(表面具有5μm厚的TiCN耐磨涂层)的冲裁模具对冲片进行冲裁(冲裁压力为280MPa),得到电机定子前驱体;
采用扣点连接的方式将20片电机定子前驱体进行叠片处理,得到电机定子。转子是采用的T800碳丝湿法缠绕工艺制造的碳纤维转子,碳纤维包裹层厚度为1.2mm。

需说明的是,当定子采用非晶软磁合金材质时,电机会产生较大运行噪音,故需优化电机结构。为此,可在电机转子外周壁设置碳纤维包裹层(如T800或T600碳纤维材料),其厚度为0.7~1.8mm。该设计能有效抑制定子运行噪音,同时提升电机功率和结构强度,进而提高转速;包裹层厚度在此范围内可协同优化降噪效果、功率增益及转速提升。

埃安对带材的退火温度进行了不同的尝试,上述的实施例分别与320℃下退火的冲片和在360℃下退火的冲片进行了对比,时间都是在120s。以及对转子的外周壁没有碳纤维包裹层的案例也进行了对比。主要是对各个电机的铁芯铁损,电机整机效率、转速上限以及噪音进行测试。
具体实验标准:
◎电机的铁芯铁损的测试步骤:按照国标GB/T 20835-2024发电机定子铁芯磁化实验导则中要求进行测试。
◎电机效率的测试步骤:按照国标GB-T 18488-2024电动汽车用驱动电机系统中6.3.8要求进行测试。
◎电机转速上限的测试步骤:按照国标GB-T 18488-2024电动汽车用驱动电机系统中6.3.7要求进行测试。
◎电机噪音的测试步骤:按照国标GB-T 10069.3-2024旋转电机噪声测定方法及限值中要求进行测试。

参阅图表,采用非晶软磁合金带材作为基材,并按照特定退火工艺进行电机定子的制备,相较于采用常规的硅钢制备电机定子具有更高的功率以及效率。当基材的材质和厚度一定时,将退火处理的温度控制在特定范围内,对应电机的铁芯铁损更小且电机具有更高的功率以及效率。











 沪公网安备31010702008139
沪公网安备31010702008139